 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


پائپ اخراج کے عمل، آلات، معیار کے نقائص وغیرہ کا تعارف۔
ننگبو فانگلی ٹیکنالوجی کمپنی لمیٹڈایک ہےمکینیکل سامان بنانے والاکے 30 سال سے زیادہ کے تجربات کے ساتھپلاسٹک پائپ اخراج کا سامان,نئے ماحولیاتی تحفظ اور نئے مواد کا سامان۔اس کے قیام کے بعد سے فانگلی کو صارف کے مطالبات کی بنیاد پر تیار کیا گیا ہے۔ مسلسل بہتری کے ذریعے، بنیادی ٹیکنالوجی پر آزاد R&D اور جدید ٹیکنالوجی اور دیگر ذرائع کے ہضم اور جذب کے ذریعے، ہم نے ترقی کی ہے۔پیویسی پائپ اخراج لائن,PP-R پائپ اخراج لائن, پیئ پانی کی فراہمی / گیس پائپ اخراج لائن، جسے چینی وزارت تعمیرات نے درآمد شدہ مصنوعات کو تبدیل کرنے کی سفارش کی تھی۔ ہم نے "صوبہ زی جیانگ میں فرسٹ کلاس برانڈ" کا خطاب حاصل کیا ہے۔
I. عمل کا بہاؤ
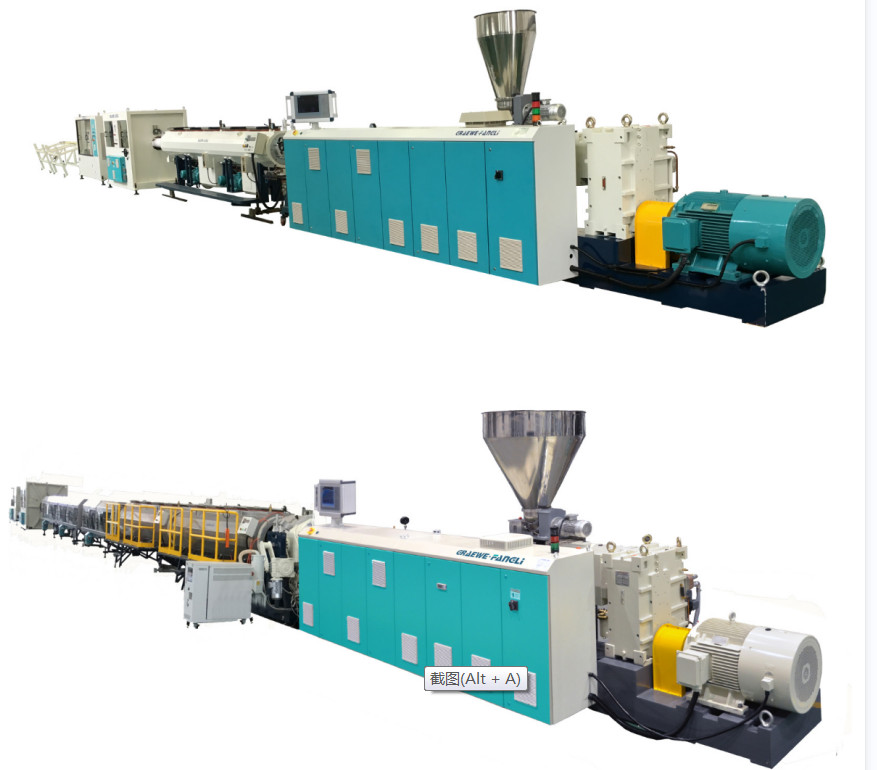
فی الحال، PVC اور PO پائپ ملکی اور بین الاقوامی سطح پر سب سے زیادہ حجم والی مصنوعات ہیں۔تصویر 1polyolefin (PO) پائپوں کے لیے پیداواری عمل کے بہاؤ کا خاکہ دکھاتا ہے۔ پلاسٹک کو کنڈلی گیپ ڈائی (2) میں سکرو کے ذریعے یکساں طور پر پلاسٹائزڈ پگھلنے کے طور پر کھلایا جاتا ہے، جس سے پائپ پاریسن نکالا جاتا ہے۔ یہ فوری طور پر کولنگ اور سائزنگ کے لیے انشانکن یونٹ (3) میں داخل ہوتا ہے، پھر کولنگ ٹینک (4) میں مزید کافی ٹھنڈک سے گزرتا ہے۔ پائپ کو سایڈست کے ذریعہ مستقل رفتار سے باہر نکالا جاتا ہے۔ہٹانے کا یونٹ(6)، اور آخر میں کٹر (7) کے ذریعے مخصوص لمبائی میں کاٹ دیں۔ 160 ملی میٹر سے کم قطر والے پتلی دیواروں والے پائپوں کو ونڈر (9) کے ذریعے رولز میں جوڑا جا سکتا ہے۔

پی او پائپ پروڈکشن پروسیس فلو کا پیکر 1 اسکیمیٹک ڈایاگرام
1---Extruder; 2---پائپ ڈائی; 3---انشانکن آستین;
4---ویکیوم کیلیبریشن کولنگ; 5---کولنگ ٹینک;
6---ہول آف یونٹ; 7---کٹر;
8--- پرنٹر؛ 9---کوائلر
II عمل اور سامان
PO پائپ کی پیداوار کے لیے، aاعلی کارکردگی واحد سکرو extruderمنتخب کیا جانا چاہئے. فیڈ زون ایک محوری نالی والے بیرل کو ملازم کرتا ہے۔ سکرو کی لمبائی سے قطر (L/D) کا تناسب 30–33:1 ہے۔ سکرو کا ڈھانچہ مختلف گہرائی اور پچ کے ساتھ ایک دو مراحل کا ڈیزائن ہے: فیڈ سیکشن میں پچ سکرو قطر سے کم ہے، جبکہ پگھلنے اور ہم آہنگی والے حصوں میں پچ سکرو قطر سے زیادہ ہے۔ اختلاط کی کارکردگی کو بڑھانے کے لیے، کچھ پیچ اضافی مکسنگ ہیڈ عناصر سے لیس ہیں۔ اس قسم کا سنگل سکرو ایکسٹروڈر نسبتاً زیادہ پیداوار اور اچھی پلاسٹکائزیشن پیش کرتا ہے۔ مثال کے طور پر، 90 ملی میٹر سکرو قطر کے ساتھ سنگل سکرو ایکسٹروڈر 600 کلوگرام فی گھنٹہ سے زیادہ پیداوار حاصل کر سکتا ہے۔ مزید برآں، کیلشیم کاربونیٹ، بیریم سلفیٹ، لکڑی کے آٹے، یا شیشے کے ریشوں سے بھرے PO پائپوں کی تیاری میں عام طور پر شریک گھومنے والے جڑواں سکرو ایکسٹروڈر استعمال کیے جاتے ہیں۔
پیویسی پائپوں کی پیداوار بنیادی طور پر پی او پائپ کی طرح ہے۔ عام طور پر استعمال کیا جاتا ہے مخالف گھومنے مخروطی یامتوازی جڑواں سکرو extrudersخشک مرکب پاؤڈر کے براہ راست اخراج کی اجازت دیتا ہے۔ ان کی پیداوار چھوٹے قطر کے پائپوں کے لیے 10 کلوگرام فی گھنٹہ سے لے کر بڑے قطر کے پائپوں کے لیے 1100 کلوگرام فی گھنٹہ تک ہوتی ہے۔ سکرو L/D کا تناسب گزشتہ 18:1 سے بڑھ کر 25:1 ہو گیا ہے۔ مثال کے طور پر، aجڑواں سکرو extruder90 ملی میٹر سکرو قطر کے ساتھ 300 کلوگرام فی گھنٹہ سے زیادہ پیداوار حاصل کر سکتا ہے۔
جیسا کہ شکل 1 سے دیکھا جا سکتا ہے، پائپ کا اخراج بہاو کا سامان بنیادی طور پر کولنگ واٹر ٹینک پر مشتمل ہوتا ہے،ہٹانے کا یونٹ, کٹر, کوائلر، یا ڈمپ ٹیبل۔
جب پائپ انشانکن اور کولنگ یونٹ سے باہر نکلتا ہے، تو اسے کمرے کے درجہ حرارت پر مکمل طور پر ٹھنڈا نہیں کیا جاتا ہے۔ اگر مزید ٹھنڈا نہ کیا جائے تو، پائپ کی دیوار کی شعاعی سمت میں موجود درجہ حرارت کا میلان درجہ حرارت میں اضافے کی وجہ سے پہلے سے سخت بیرونی تہہ کو دوبارہ نرم کرنے کا سبب بن سکتا ہے، جس کی وجہ سے اخترتی ہو سکتی ہے۔ دوسری طرف، پائپ کو ہٹانے، کاٹنے اور سمیٹنے والے سامان کے دباؤ کو بھی برداشت کرنا چاہیے۔ لہذا، پائپ کو کمرے کے درجہ حرارت پر ٹھنڈا کرتے ہوئے، بقایا گرمی کو ہٹا دیا جانا چاہیے۔ کولنگ کے طریقوں میں پانی کا غسل اور سپرے کولنگ شامل ہیں۔ پانی کے غسل کے کولنگ ٹینک میں، پانی کی سطح کو پائپ کو مکمل طور پر ڈوبنا چاہیے۔ ٹینک کو کئی حصوں میں تقسیم کیا گیا ہے۔ کولنگ واٹر انلیٹ کو آخری حصے پر سیٹ کیا جاتا ہے، جس کی وجہ سے پانی کے بہاؤ کی سمت پائپ کے اخراج کی سمت کے مخالف ہوتی ہے، جس سے ٹھنڈک درجہ حرارت کا میلان پیدا ہوتا ہے۔ اس کا نتیجہ بتدریج پائپ کولنگ اور کم اندرونی تناؤ میں ہوتا ہے۔ کولنگ واٹر ٹینک اور انشانکن/کولنگ یونٹ کے درمیان فاصلہ کولنگ کی کل لمبائی کے دسویں حصے سے زیادہ نہیں ہونا چاہیے۔ دوسری صورت میں، پائپ کی بیرونی دیوار اور ٹھنڈے پانی کے درمیان درجہ حرارت کا فرق بہت زیادہ بڑھ سکتا ہے۔ اگرچہ پانی کے غسل کا طریقہ آسان ہے، لیکن ٹینک میں پانی کی اوپری اور نچلی تہوں کے درمیان درجہ حرارت کا فرق پائپ کی ناہموار ٹھنڈک اور موڑنے کا سبب بن سکتا ہے۔ مزید برآں، پائپ پر کام کرنے والی بویانسی قوتیں آسانی سے اخترتی کا سبب بن سکتی ہیں، جس سے یہ طریقہ خاص طور پر بڑے قطر کے پائپوں کو ٹھنڈا کرنے کے لیے غیر موزوں ہے۔
کی تقریبپائپ ہٹانے کا یونٹپہلے سے سائز والے اور ٹھنڈے ہوئے پائپ کو ایک مخصوص رفتار اور طاقت فراہم کرنا ہے، پائپ پر سائزنگ ڈیوائس کے ذریعے پیدا ہونے والی رگڑ کی قوت پر قابو پاتے ہوئے، اس طرح پائپ کو مسلسل رفتار سے ونڈر یا ڈمپ ٹیبل کی طرف کھینچنا ہے۔ ہول آف یونٹ پائپ پروڈکشن کے لیے ڈاؤن اسٹریم آلات کے کلیدی ٹکڑوں میں سے ایک ہے اور اسے درج ذیل تقاضوں کو پورا کرنا چاہیے۔
(1)لے جانااسپیڈ کو سٹیپ لیس اور ہموار ایڈجسٹمنٹ کے قابل ہونا چاہیے، اس بات کو یقینی بناتے ہوئے کہ مستقل رفتار کو روکا جائے۔ غیر مستحکم ہول آف رفتار پائپ قطر میں اتار چڑھاؤ کا سبب بنے گی۔ ہٹانے کی رفتار کو اخراج کی رفتار کے ساتھ قریب سے ہم آہنگ کیا جانا چاہئے۔ پائپ کی دیوار کی موٹائی کو ہول آف اسپیڈ کو ریگولیٹ کرتے ہوئے ایڈجسٹ کیا جاتا ہے: دھیمی ہول آف اسپیڈ کا نتیجہ موٹی دیواروں میں ہوتا ہے، تیز رفتار کے نتیجے میں دیواریں پتلی ہوتی ہیں۔ پروڈکٹ کی جہتی موافقت کو یقینی بنانے کے لیے صحیح ہول آف اسپیڈ کا انتخاب ایک موثر طریقہ ہے۔ جدید ڈیزائن 30 میٹر فی منٹ تک زیادہ سے زیادہ ہول آف سپیڈ حاصل کر سکتے ہیں۔
(2)ایک مستقللے جاناطاقت کو برقرار رکھا جانا چاہیے، بغیر کسی پش پل کے رجحان کے، بصورت دیگر یہ پائپ پر سطح لہراتی نقائص کا سبب بن سکتا ہے۔ کافی ہاول آف فورس کی بھی ضرورت ہے۔ رابطہ کے علاقے اور سائز کے ریڈیل پریشر کے ساتھ مطلوبہ ہول آف فورس بڑھ جاتی ہے۔ چھوٹے اور درمیانے قطر کے پائپوں کے لیے، ہٹانے کی قوت عام طور پر 100–600 N ہوتی ہے۔ بڑے قطر کے پائپوں کے لیے، یہ عام طور پر 800-10,000 N ہے۔
(3) کی clamping فورسہٹانے کا یونٹگریپر کو ایڈجسٹ کیا جاسکتا ہے اور سطح کو نقصان یا خرابی پیدا کیے بغیر مختلف قطر کے پائپوں کو پکڑنے کے قابل ہونا چاہئے۔ فی الحال، کیٹرپلر قسم کے گرپر بڑے پیمانے پر استعمال ہوتے ہیں۔ یہ 2 سے 12 پٹریوں پر مشتمل ہیں جو پائپ کے ارد گرد یکساں طور پر ترتیب دی گئی ہیں۔ پٹریوں کو ربڑ/پلاسٹک کے کلیمپنگ بلاکس کی ایک خاص تعداد کے ساتھ سرایت کیا جاتا ہے، زیادہ تر مقعر یا زاویہ سے پائپ پر ریڈیل دباؤ لگانے والے علاقے کو بڑھایا جاتا ہے۔ کلیمپنگ فورس ایڈجسٹمنٹ نیومیٹک، ہائیڈرولک یا لیڈ سکرو نٹ میکانزم کے ذریعے حاصل کی جاتی ہے۔ پائپ قطر کے ساتھ پٹریوں کی تعداد بڑھ جاتی ہے۔
پائپ کو ایک خاص لمبائی تک لے جانے کے بعد، اسے لمبائی میں کاٹنا ضروری ہے۔ کٹر مختلف اقسام میں آتے ہیں، پائپ کے قطر اور دیوار کی موٹائی، مواد کی قسم، کٹ کی لمبائی، کٹ کوالٹی، کٹنگ فارم وغیرہ کی بنیاد پر منتخب کیے جاتے ہیں۔ گیلوٹین قسم کے خودکار کٹر اور سرکلر ریڈیل آری چھوٹے اور درمیانے قطر کے پائپ کاٹنے کے لیے موزوں ہیں۔ سیارے کے خودکار کٹر بڑے قطر کے پائپوں کے لیے موزوں ہیں۔ کٹ کمانڈ موصول ہونے پر، کٹر ایک کلیمپ کے ساتھ پائپ کو پکڑ لیتا ہے اور کاٹنے کی کارروائی کو مکمل کرتے ہوئے پائپ ہٹانے کی سمت میں حرکت کرتا ہے۔ کاٹنے کے بعد، ایک نیومیٹک میکانزم اسے دوبارہ سیٹ پوزیشن پر دھکیلتا ہے۔
کوائلر اور ڈمپ ٹیبل۔ صرف پائپ جو موڑنے کے دوران خراب نہیں ہوتے ہیں انہیں خود کار طریقے سے کاٹنے اور اتارنے کے ساتھ وائنڈر کا استعمال کرتے ہوئے کنڈلیوں میں زخم کیا جاتا ہے۔ سمیٹنے والی لکیری رفتار کو اخراج کی رفتار کے ساتھ ہم آہنگ کیا جاتا ہے اور اسے بغیر کسی قدم کے ایڈجسٹ کیا جاسکتا ہے۔ جب اخراج کی رفتار 2 میٹر/منٹ سے کم ہوتی ہے، تو عام طور پر سنگل اسٹیشن وائنڈر استعمال کیا جاتا ہے۔ جب اخراج کی رفتار 2 میٹر فی منٹ سے زیادہ ہو تو، ایک ڈوئل اسٹیشن یا یہاں تک کہ ملٹی اسٹیشن ونڈر استعمال کیا جانا چاہیے۔
III پائپ کے نقائص کو کنٹرول کرنے کے اہم عوامل
شکل 1 میں عمل کے بہاؤ کی ترتیب کے بعد، معیار کے نقائص کو ختم کرنے کے لیے اہم متعلقہ عوامل ذیل میں درج ہیں۔
(1)فیڈنگ سیکشن:خام مال کی تشکیل؛ خام مال کی شکل اور سائز؛ رنگنے کا طریقہ؛ خشک کرنے کا طریقہ؛ ریگرائنڈ/ری سائیکل مواد کی ملاوٹ؛ additives کی اقسام اور پیمائش؛ ہاپر گلے کی ٹھنڈک کی صلاحیت۔
(2)Extruder: سکرو قطر؛ سکرو L/D تناسب؛ سکرو کمپریشن تناسب؛ سکرو ساخت کی قسم؛ پیچ کی رفتار؛ نکالنے کی کارکردگی؛ سکرو درجہ حرارت کنٹرول؛ بیرل ہیٹنگ اور کولنگ کنٹرول؛ extruder زون کے ساتھ درجہ حرارت پروفائلز؛ extruder torque؛ بجلی کی کھپت؛ اڈاپٹر اسکرین چینجر کے لیے درجہ حرارت کا انتخاب اور کنٹرول؛ اسکرین پیک کی قسم اور تفصیلات۔
(3)مرنا:ڈائی گیپ؛ زمین کی لمبائی؛ مرنے کی ساخت کی قسم؛ بہاؤ چینل کی شکل؛ پگھلنے کی تقسیم؛ درجہ حرارت کی ترتیب اور کنٹرول؛ ڈائی سر پریشر؛ دیوار کی موٹائی کنٹرول
(4) انشانکن اور کولنگ:انشانکن کا طریقہ؛ کیلیبریٹر کے طول و عرض؛ ویکیوم باکس ویکیوم لیول یا اندرونی پریشر کیلیبریشن ٹیوب ہوا کا دباؤ اور لمبائی؛ انشانکن نظام کی سگ ماہی؛ انشانکن وقت؛ ٹھنڈک پانی کے بہاؤ کی شرح؛ ٹھنڈا پانی کا درجہ حرارت؛ کولنگ کا طریقہ.
(5)کولنگ واٹر ٹینک:کولنگ کا طریقہ؛ پانی کے پائپ کی ترتیب؛ ٹھنڈک پانی کے بہاؤ کی شرح؛ کولنگ ٹینک کی لمبائی؛ ٹھنڈا پانی کا درجہ حرارت؛ پائپ کولنگ کی تاثیر۔
(6)ہول آف یونٹ: ہٹانے کی رفتار اور کنٹرول؛ ہول آف فورس انشانکن؛ کلیمپنگ فورس اور کنٹرول؛ پٹریوں کی تعداد اور موثر لمبائی؛ سطح کی سختی اور کلیمپنگ بلاکس کی شکل؛ رابطہ کی سطح کو ہٹانا۔
(7) کٹر: کٹر کی قسم؛ بلیڈ دانت پروفائل اور مواد دیکھا؛ ری سیٹ میکانزم؛ چپ جمع کرنا اور دھول ہٹانا؛ شور کنٹرول؛ سسٹم سیٹ اپ کی حد؛ clamping میکانزم؛ ڈرائیو سسٹم اور طاقت؛ خود کار طریقے سے کاٹنے کی کارروائی کا نظام.
(8)کوائلر اور ڈمپ ٹیبل: کشیدگی کنٹرول؛ لمبائی کٹ کمانڈ سسٹم؛ ونڈر اسٹیشن کا انتخاب؛ سمیٹ قطر؛ ڈمپ کارروائی کا اشارہ؛ سمیٹ لکیری رفتار.
(9) ضمیمہ:خودکار پیداوار کے لیے شرائط:دیوار کی موٹائی کی پیمائش؛ بیرونی قطر کنٹرول؛ وزن کی پیمائش اور پیداوار کے اعداد و شمار؛ گیئر پگھل پمپ آپریشن کی حیثیت؛ ڈائی سینٹرنگ سسٹم۔
اگر آپ کو مزید معلومات کی ضرورت ہے،ننگبو فانگلی ٹیکنالوجی کمپنی لمیٹڈتفصیلی انکوائری کے لیے رابطہ کرنے پر آپ کا خیرمقدم کرتے ہیں، ہم آپ کو پیشہ ورانہ تکنیکی رہنمائی یا سامان کی خریداری کی تجاویز فراہم کریں گے۔
انکوائری بھیجیں۔


X
ہم آپ کو براؤزنگ کا بہتر تجربہ پیش کرنے ، سائٹ ٹریفک کا تجزیہ کرنے اور مواد کو ذاتی نوعیت دینے کے لئے کوکیز کا استعمال کرتے ہیں۔ اس سائٹ کا استعمال کرکے ، آپ کوکیز کے ہمارے استعمال سے اتفاق کرتے ہیں۔
رازداری کی پالیسی